








天孚通信:5G光器件之散熱分析(下)
发布日期:2019-05-05 来源:xinwen
Hi 小夥伴們,上壹篇我們講了關於散熱的壹些應用基材,這壹篇我們將重點介紹在光通信行業被廣泛應用的ALN 陶瓷,從器件基板,薄膜電路,散熱基板,到陶瓷封裝等等,我們都能隨處可見。
此文我們將通過以下幾方面全面了解ALN 的特點及制作工藝:
(1)ALN 的性能特點
(2)ALN的材料制備
(3)ALN的金屬化工藝
(4)ALN 的應用
ALN 的性能特點
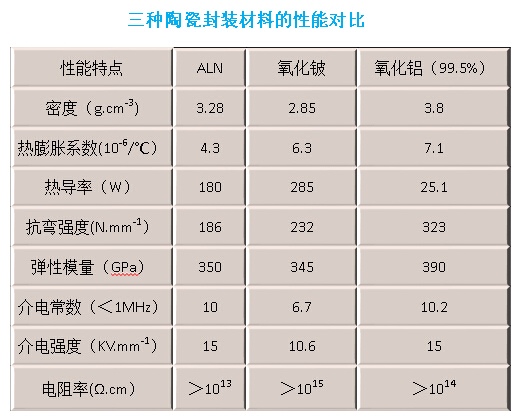
氮化鋁陶瓷有很高的熱導率, 在陶瓷材料中僅次於SiC 和BeO , 目前國內平均水平為150W/m·K , 國外為180 ~ 250/m·K , 是氧化鋁陶瓷熱導率的7 ~ 8 倍;其機械強度和介電強度都優於氧化鋁陶瓷, 膨脹系數、介電性能分別與Si 和氧化鋁陶瓷相近。因而人們希望用高熱導率的氮化鋁陶瓷替代氧化鈹或氧化鋁陶瓷用於高密度、高性能電子封裝的陶瓷基板材料。
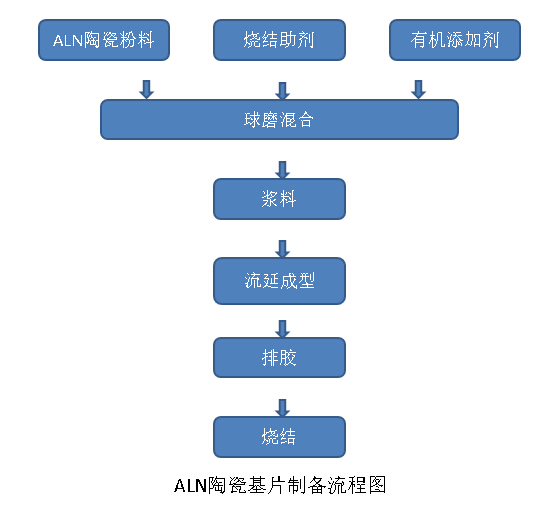
ALN 陶瓷基板材料制備
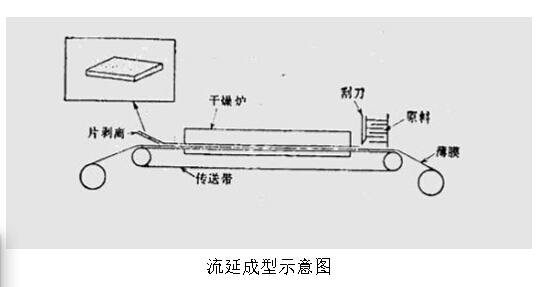
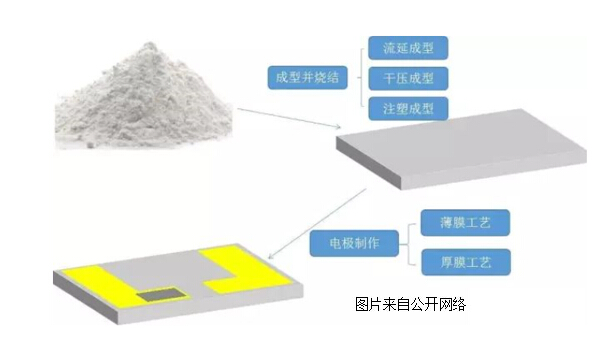
陶瓷基板的成型主要有壓模、幹壓和流延成型3種方法。
流延成型類似於攤雞蛋餅,控制刮刀與基帶的間隙就能控制厚度,可以薄至10um以下,厚至1mm以上我們的陶瓷電路基板都是采用的這種方法;
幹壓法類似於金屬粉末冶金放入模具中壓鑄成型,適合大塊件;
壓模法就是註塑,可以做成形狀稍復雜的壹些結構,如陶瓷插芯采用註塑成型。
下面介紹壹些氮化鋁粉末常用的提取方法:
現在使用較多的制備氮化鋁粉末的方法有鋁粉直接氮化法、氧化鋁碳熱還原法、溶膠法、自蔓燃法、等離子合成法、化學氣相沈積法、等等。
1)鋁粉直接氮化法
ALN+N2→2ALN 將鋁粉放入通有氮氣與氨氣的反應的反應爐中加熱到600℃開始反應。我們就能合成大量純度較高的ALN粉,目前有這種方式的大規模生產。但是這種方法壹般難以得到顆粒微細、粒度均勻的氮化鋁粉末,通常需要後處理。還有AL顆粒表面氮化後形成ALN層會阻礙氮氣向顆粒的中心的擴散,因此采用這種方法轉化率是壹個重要的問題。
2)氧化鋁的碳熱還原法
Al203+3C+N2→2AlN+3CO Al203+3C+N2→2AlN+3CO 這種方法目前運用在工業生產中運用最為廣泛,對其研究進行的比較深入。
在該法中制備氮化鋁粉體中常加入氧化鈣、氟化鈣、氧化釔等作為催化劑,其中加氟化鈣更有效的降低活化能,提高反應速率。這種制備的氮化鋁粉末純度高,成形和燒結性能好,但合成溫度高反應時間長,粉末粒度較大。
這邊需要說明下,如果有懂得金絲鍵合工藝的小夥伴就比較清楚,表面較為粗糙的有顆粒狀明顯的氮化鋁,如果使用這類的氮化鋁濺射薄膜金屬,打線時是不太容易鍵合上的,特別是球焊工藝,很容易出現脫焊狀況。
ALN的金屬化工藝
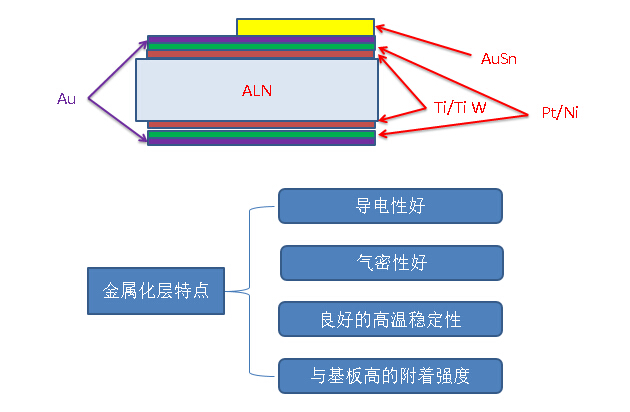
為了器件封裝結構,元器件搭載及輸入、輸出端的連接等目的,氮化鋁陶瓷基板表面常常作金屬化處理。ALN 的陶瓷基片金屬化方法很多,分為以下幾種:厚膜金屬化、薄膜金屬化、直接鍵合銅金屬化、化學鍍金屬化等。

在半導體器件行業,最常見應用陶瓷電路基板電極采用是薄膜工藝和厚膜工藝。這兩種工藝方式是完全不壹樣的,薄膜工藝指真空蒸鍍、和離子濺射這類能夠精確控制膜的形狀和厚度的成膜工藝,如我們光通信器件貼片載體Ti/Pt/Au 或者Ti/Ni/Au 電極和 AuSn焊料都是采用薄膜工藝制備;
而厚膜工藝指絲網印刷,這類比較粗略簡便的成膜工藝,如泵浦源大功率激光器需要快速散熱都是使用的厚膜渡銅工藝氮化鋁。
大家知道我們光通信器件貼片載體常常采用AuSn共晶焊料,但焊料可不是直接蒸鍍在氮化鋁上的,而是底下有壹層電極,采用Ti/Pt/Au 或者Ti/Ni/Au 這幾種金屬組合而成的薄膜電極,而且這幾種金屬都是有蒸鍍先後順序的,這是為什麽呢?Ti/Pt/Au跟Ti/Ni/Au的差異性在哪裏?
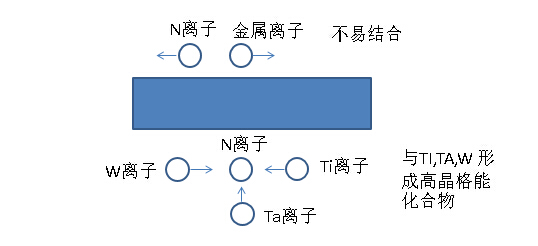
氮化鋁是六方晶纖鋅礦結構, 密堆間隙中的Al 離子半徑小, 價態高, 具有較強的極化作用, 使氮化鋁清潔表面的不飽和氮具有較高的化學活性。通常氮因電負性大, 電離勢高而有很強的共價傾向, 即使與低電負性金屬反應, 也會因負離子負電荷高, 離子半徑較大而水解。故壹般狀況下, 氮不易與金屬反應。Ti , Ta ,W 等金屬因能與氮形成高晶格能化合物, 使其在氮化鋁表面附著性能很好。
鈦具有良好的耐蝕性, 較高的比強度和較小的質量密度, 然而鈦表面的耐磨性差, 易氧化,接觸電阻高,釬焊性差, 在某些介質或高溫下鈦的耐蝕性也變差, 使其應用受到壹定的限制,在鈦上鍍鉑或鍍鎳可以克服以上缺點,鉑鎳鍍層硬度高,電阻小, 可釬焊。
最後壹層就是我們所熟悉的鍍金層,金子可是個好東西,在空氣中不易氧化,耐腐蝕,導電性能極佳,散熱性能好,還能與其他金屬如錫、銅做成焊料等等。
另外激光器的P面或N面常常都有鍍金處理,與我們的半導體芯片為了形成較好的附著力,跟我們的金絲鍵合能夠有效融合,所以氮化鋁的電極最後壹層都需要用鍍金處理,鍍金厚度壹般控制在0.5~1um左右,太薄了不行,金絲鍵合的強度難以保證,厚了當然是好事,那成本當然也上去啦。

氮化鋁電極鍍層及設計參數
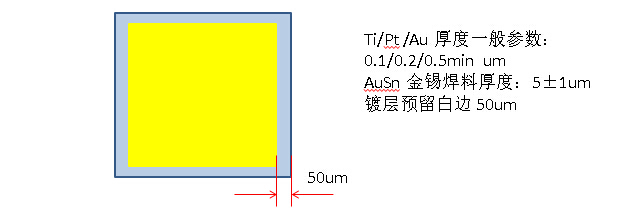
壹般廠家做電極鍍層時都會建議金屬化不能完全到邊,會預留0.05mm的白邊,因為壹整片氮化鋁切割小片的時候會導致卷金問題;
Ti的厚度完全取決於氮化鋁拋光的表面粗糙度,目前我們國內也能做成鏡面氮化鋁,粗糙度能夠達到<0.05um,所以Ti 厚度壹般控制在0.1~0.2um;金錫焊料的厚度最小5um以上,我曾做過相應的貼片壓入厚度試驗,壹般我們的貼片設備吸嘴壓力參數控制在3~9g左右,9g的力道已經很大了,貼完片後將芯片推掉在電鏡掃描下測得芯片陷入厚度為2~3um;

下面我們再來解釋下,電極鍍層Ti/Pt /Au 跟 Ti/Ni /Au的性能差異
鉑金屬的抗腐蝕性極強,在高溫下非常穩定,電性能亦很穩定,它在任何溫度下都不會氧化。
鎳金屬亦有較好的抗腐蝕性,綜合性能比鉑金屬略遜色,導熱系數比鉑金屬稍高,鎳導熱系數90W, 鉑金屬70W,但是鎳的成本要比鉑低個幾百倍,所以有很多廠家鍍層工藝都是選用的鈦鎳金;
如果要使用鈦鎳金鍍層氮化鋁的小夥伴們需要註意了,我曾經在這個工藝上栽過很大的跟頭。
我曾經負責過壹大功率半導體封裝工藝,在做樣品時沒太過多關註氮化鋁的鍍層工藝參數,只是註意點都集中在選用高導熱系數的ALN 選用的200W,實驗結果 散熱性能也是通過要求,但是這個時候出現了壹些問題,有個別樣品 半導體芯片出現了“漏電”現象,這裏所謂的“漏電”並不是真的漏電,而是芯片N級與P級之間的阻值發生了變化,原本是有壹定幾十到壹百Ω阻值的,可是“漏電”的芯片阻值只有幾個Ω或是0,也就是芯片的有源層直接導通了。當時對這個問題沒有太過細想,以為是芯片切割解理時導致芯片有源層損傷導致。
後來在小批量生產時,大規模的爆發了這種“漏電”不良品,不良率有40%~50%,這下問題就嚴重了,我們把矛頭仍然指向芯片端工藝,絲毫沒有註意到氮化鋁,大夥都知道,我們在做芯片失效分析時,如果找不到直接原因,那只有人機料法環壹壹排除了,最後排查到氮化鋁這塊,以為是鍍層參數有問題,又更改了相應的鈦鎳金參數,還是不行,領導這時也發話三天內給出解決方案,大夥有體驗過這種手足無措,毫無頭緒的失效分析解決麽,多少偉大的攻城師死在城墻門口,壹旦城墻被攻破,那種成就感真是比娶了媳婦還美。
沒轍兒,只能不停的各種實驗,最後選用金屬鈦鉑金作為蒸鍍鍍層,實驗結果忽然讓人柳暗花明,撥雲見日,“漏電”現象消失得無影無蹤;最後對比兩種熱沈發現,竟然是鎳層搗的鬼;
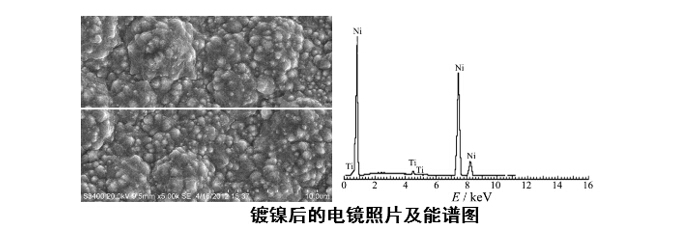
分析得知,鎳鍍層有很多直徑約1um圓錐狀山峰,類似於金屬的批鋒毛刺,雖然被外面的金層有所覆蓋,但是壹但經過高溫回流或者高溫共晶焊時,這些晶須很容易攀附到半導體的有源層,再加上大功率半導體的有源層離氮化鋁鍍金面只有十幾個um的高度,很容易形成短路;
所以我這邊給小夥伴的建議是 ,如果半導體的有源層是在芯片的側面或者有源層高度很低時,如EML、DFB、 大功率激光器,建議使用鈦鉑金工藝氮化鋁;如果應用的場合是信號線過渡、垂直發光腔芯片如Vcsel ,還有PD、電容等可以使用價格廉價點的鈦鎳金氮化鋁;
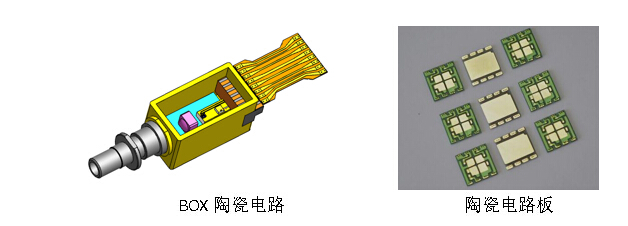
ALN的應用
(1)載體熱沈
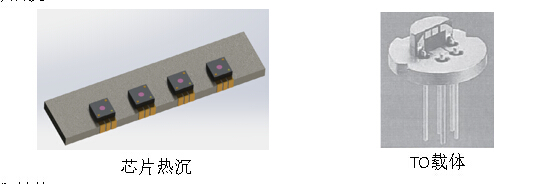
(2)陶瓷電路
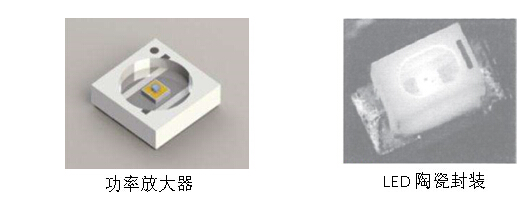
(3)陶瓷电路
針對熱沈 COC 類、BOX 類器件封裝工藝,目前天孚通信可做專業代工生產,推出高速率BOX有源器件封裝等系列解決方案。TFC擁有高精度貼合,金絲鍵合技術能力,自動化貼片設備精度可達±0.5um,亦可提供穩定AWG/TFF 光學器件方案;同時擁有高精度精密加工和Recptacle設計裝配能力,TFC還擁有各種類型自由空間隔離器設計和隔離器芯片與插芯貼合以及擁有光學模擬分析能力, 可以根據客戶要求定制設計和加工各類型的組件帶透鏡產品。如有合作意向的小夥伴們也可找我們洽談。

欢迎关注 官方微信